







Мифы и доказанная реальность об абсорбционных холодильных машинах
Myths and Proven Facts About Absorption Refrigeration Machines
M. Kozlov, Head of Johnson Controls Representative Office in St. Petersburg and North-Western Region, L. Chemerchev, Candidate of Engineering, Head of Engineering and Technology Department at PAO Pigment
Keywords: absorption refrigeration machines, ARM, thermal power, refrigeration capacity, crystallization temperature
Absorption chillers have been around for 75 years already, and for 25 of them they are widely common in our country. Currently there are dozens of thousands of ARM units are installed and successfully operate all over the world. But still there is a number of traditional myths about the cost, operation and efficiency of this technology.
Aбсорбционные чиллеры существуют уже 75 лет, 25 из которых широко распространены в нашей стране. На данный момент десятки тысяч единиц АБХМ установлены по всему миру и успешно эксплуатируются. Но все же существует ряд устоявшихся мифов о стоимости, эксплуатации и эффективности данной технологии.
Мифы и доказанная реальность об абсорбционных холодильных машинах
Абсорбционные чиллеры существуют уже 75 лет, 25 из которых широко распространены в нашей стране. На данный момент десятки тысяч единиц АБХМ установлены по всему миру и успешно эксплуатируются. Но все же существует ряд устоявшихся мифов о стоимости, эксплуатации и эффективности данной технологии.
В данной статье мы попробуем развенчать эти укоренившиеся заблуждения и подробно рассмотрим отчет о внедрении энергосберегающих методов холодогенерации с использованием одноступенчатой АБХМ YORK в производстве смол и формалина на ПАО «ПИГМЕНТ» (Тамбов). Отчет, любезно предоставленный службой эксплуатации и на который я буду ссылаться, описывает причины, побудившие модернизировать систему холодоснабжения, выбор технологических решений и оборудования, а самое главное – достигнутые результаты за 2 года эксплуатации.
Для начала выбор в пользу АБХМ не всегда очевиден. Неоспоримым фактом является то, что стоимость одной единицы АБХМ всегда выше, а холодильный коэффициент ниже, и тут мы сталкиваемся с интересным фактом: затратив 1 кВт электрической энергии мы получаем 6,5 кВт холода на ПКХМ, а потратив 1 кВт тепловой энергии – всего 0,79 кВт холода на АБХМ. Но это – бросовое тепло, которое зачастую просто утилизируется в атмосферу и не используется. Аналогию можно привести с ветрогенераторами или солнечными батареями, которые используют «дармовую» энергию. Скептики меня остановят со словами «эти технологии применимы только в европейских странах, где стоимость ресурсов очень высока». С этим мнением инженеров и заказчиков мы также будем разбираться в этой статье, используя живой пример нашего российского завода, который столкнулся с вопросом наращивания производственных мощностей несколько лет назад. Модернизация и расширение производства идут за счет собственных средств, отсюда критерии оценки инвестиций, рисков и борьба за красоту решения.
Итак, преамбула.
Заказчик и эксплуатирующая организация: Завод по производству смол и формалина ПАО «Пигмент» (Тамбов).
Проектировщик: ООО «Завком-Инжиниринг» (Тамбов).
Ввод в эксплуатацию: декабрь 2017.
Базовая схема холодогенерации до реконструкции холодильных мощностей производства смол и формалина на ПАО «Пигмент»: два водяных фреоновых чиллера мощностью около 560 и 300 кВт по холодогенерации.
Стоимость холодогенерации (при условиях действующих цен на электрическую энергию 4 руб/кВт·ч): 1200–1250 руб/Гкал холода, или 240 руб/т готовой продукции.
Естественный рост производства смол и формалина в 2014–2015 гг. выявил недостаток холода для производства, проблема частично решалась оптимизацией буферных емкостей и перетоков захоложенной воды по цеху. В 2017 г. было принято решение о расширении холодопроизводства за счет внедрения дополнительных энергосберегающих решений. Выбор структуры схемы производства холода диктовался фактическими условиями энергетического хозяйства предприятия.
По факту на объекте имелись: собственный энергокомплекс на базе трех когенерационных установок для производства электрической энергии (мощностью по 2 МВт каждая), а также отдельные установки для производства тепла в виде пара и горячей воды для нужд технологии.
Тепловая энергия от когенерации в виде горячей воды полностью востребована в отопительный сезон, частично используется в межсезонье и является бросовой в теплый период года.
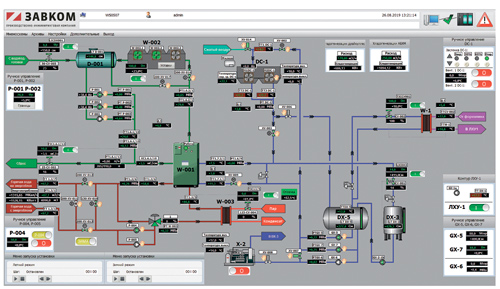
Мнемосхема установки, состоящая из оборудования зимнего и летнего контуров холодогенерации
Особенностью энергоснабжения комплекса является то, что есть доступ к сетевому электричеству, однако значительно выгоднее вырабатывать собственное, часть которого потребляется собственными нуждами, а часть – продается соседнему производству, график работы и электропотребления которого крайне нестабилен.
Очевидно, что в случае аварийных или запланированных остановок когенерационной установки вырабатываемого электричества может не хватить и выработка холода в этом случае не является приоритетной задачей, а требовалось обеспечить максимальную независимость и надежность схемы холодоснабжения при условии минимизации эксплуатационных затрат.
При этом нужно отметить особенности производства: непрерывный процесс производства формалина и периодические процессы производства смол (циклами по 28–30 часов). График работы завода: 24/7.
Существуют переменные: потребности по холоду производства, количество и температура бросовой горячей воды после когенерационных установок в зависимости от разбора электричества, количество и наличие технологического пара, а также свободных электрических мощностей для холодоснабжения.
Таким образом, с учетом имеющихся ресурсов и сложившихся условий их потребления была поставлена задача по переводу энергокомплекса на базу тригенерации: электрическая энергия + тепловая энергия + холодильная энергия – с обязательным условием гарантированного резервирования энергоносителей для производства смол.
Данная техническая задача была реализована проектными решениями инжиниринговой компании ООО «Завком-Инжиниринг», которая смогла максимально задействовать существующее инженерное оборудование и учесть неравномерность нагрузок.
Примененные решения
С целью максимально возможного снижения себестоимости холода в зимний период без значительных капитальных затрат было решено применить аппарат воздушного охлаждения мощностью 1000 кВт при температуре окружающей среды –5 °C. Итог: снижение себестоимости для производства холода с 1200–1250 до 340–360 руб/Гкал холода, т. е. приблизительно в 3 раза.
Для максимально эффективного использования бросовой тепловой энергии от трех когенерационных установок была подобрана АБХМ с обвязкой по горячей воде, позволяющей ее эксплуатировать в режимах:
- нормальное обеспечение горячей водой;
- возникновение дефицита горячей воды из-за разбора тепла иными потребителями или отключения отдельных когенерационных установок;
- автономная работа с резервным теплоносителем (паром от 3 до 6 атм).
- Выбор конкретной марки АБХМ осуществляли из ряда производителей:
«Thermax» (Индия);
«ShuangLiang» (Китай);
«BROAD» (Китай);
«HYUNDAI» (Корея);
«HITACHI-YORK» (Япония).
Критерии окончательного выбора производителя для конечного потребителя:
- технико-экономические показатели, предложенные поставщиками;
- стоимость;
- политика скидок поставщика в процессе переговоров;
- наличие в России компании сервисного обслуживания от прямого производителя АБХМ;
- энергоэффективность – в нашем случае данный фактор не является определяющим по причине постоянного избытка тепла при средних условиях эксплуатации, который утилизируется аппаратами воздушного охлаждения в атмосферу (дефицит тепла возникает только в пиковых кратковременных режимах, а сама структура схемы с параллельным использованием горячей воды и пара позволяет эксплуатировать систему в автоматическом режиме и не получать отрицательных эффектов от возникновения дефицита тепла);
- имиджевая составляющая (поставка из индустриально развитой страны, зарекомендовавшая себя марка, быть первым референсным и т. п.) – во многом для нашего руководства этот факт был определяющим, так как остальные показатели во многом были сходны.
Совокупность данных факторов и определила выбор одноступенчатой АБХМ обогреваемой горячей водой производства «HITACHI-YORK» модель YHAU-CL800EXW2ST мощностью 2000 кВт, поставка из Японии.
Итоговое снижение себестоимости генерации холода для летних условий – с 1200–1250 до 600– 650 руб/Гкал холода.
Данная модернизация позволила получить суммарный эффект по себестоимости смол и формалина около 15,5 млн руб/год при увеличении потенциальной мощности схемы с 35–38 до 80–85 тыс. т/год (без учета возможности задействовать резервные фреоновые чиллеры). (Данные основаны на системе мониторинга и учета службы эксплуатации ПАО «Пигмент».)
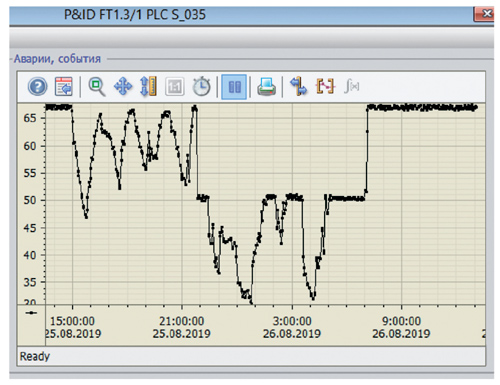
Расход горячей воды на входе в отделение АБХМ
Эксплуатационные характеристики схемы и выявленные особенности
Вода, охлажденная в АБХМ (температура от 6,5 до 9–10 °C), подается по общему коллектору на теплообменник для отвода тепла от установки производства формалина и в буферную емкость захоложенной воды для производства смол.
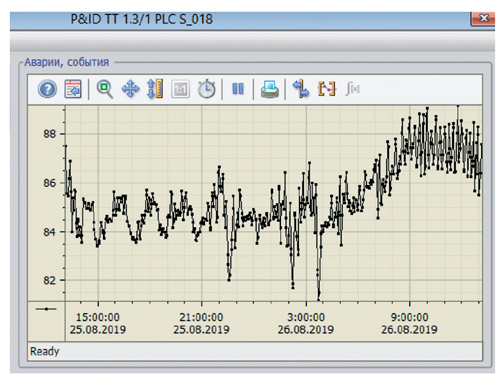
Температура горячей воды на входе в отделение АБХМ
Для обеспечения нормальной эксплуатации АБХМ в условиях переменных нагрузок по холоду и греющей горячей воде имеются контуры:
-
контур оборотной охлаждающей воды с отводом тепла через открытую градирню номинальной мощностью 4600 кВт. В контуре реализована автоматизированная схема управления насосами подачи в зависимости от заданной разности температур на входе/выходе оборотной воды в АБХМ и автоматизированным управлением тремя вентиляторами градирни в зависимости от температуры на выходе из градирни. Оптимальное солесодержание в контуре оборотной воды поддерживается в автоматическом режиме по показаниям кондуктометра:
Температура оборотной воды на входе в АБХМ: от +22 до +28 °C. Температура оборотной воды на выходе из АБХМ: от +28 до +35 °C; -
контур внутренней циркуляции горячей воды, Необходимость подобного контура возникла в результате неопределенности параметров горячей воды, подаваемой в отделение АБХМ по температуре и расходу (из-за переменной генерации электроэнергии). В случае понижения температуры горячей воды имеется возможность ее подогрева паром до заданной уставки (в настоящее время, по опыту эксплуатации, уставка составляет +81 °C).
Расчетная тепловая мощность, отбираемая от контура горячей воды, производится на основании расхода, входной и выходной температуры горячей воды в отделение АБХМ (рис. 4).
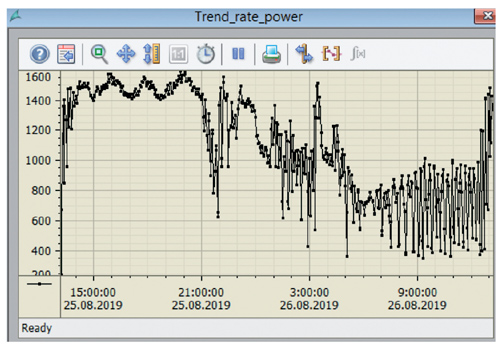
Тепловая мощность, отбираемая из сети горячей воды (от 500 до 1500 кВт)
Итоговые параметры АБХМ приведены на рис. 5.
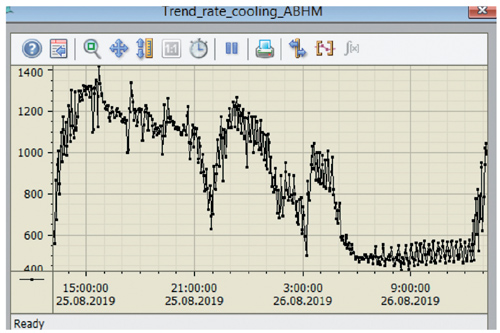
Холодопроизводительность АБХМ (от 400 до 1400 кВт)
Видно, что коэффициент полезной трансформации теплоты из горячей воды в холод захоложенной воды в среднем составляет от 80 до 83 %.
Надежность эксплуатации АБХМ на основании второго сезона работы пока абсолютная.
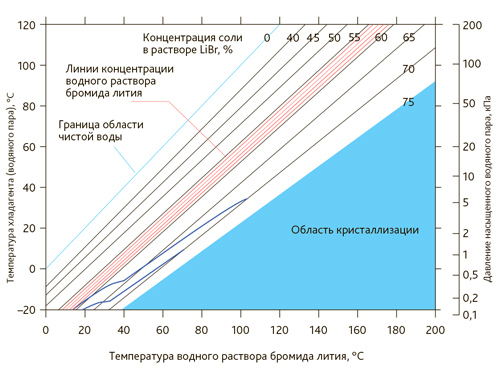
Диаграмма Дюринга
Схема холодоснабжения предусматривает использование существующих ПХМ (в виде резерва) и сухого охладителя (описано выше), а также позволяет сглаживать возможные пики температур захоложенной воды благодаря буферным бакам.
При данных показателях, учитывая увеличение объемов производства, наш заказчик окупит модернизацию системы холодоснабжения с применением АБХМ примерно за три года и далее получит ежегодную экономию на себестоимости готового продукта.
Самый главный вывод из опыта реальной эксплуатации АБХМ нашим заказчиком состоит в том, что утверждение о неэффективности и нерентабельности АБХМ неверно! В определенных условиях системы холодоснабжения с применением АБХМ на бросовом тепле или дешевом источнике энергии крайне эффективны и рентабельны.
Также можно развенчать миф о жестких эксплуатационных требованиях АБХМ. В последние годы гибкость технологии резко выросла, в частности, у АБХМ York появились следующие возможности:
- расходы воды могут быть уменьшены до 50 % от проектного значения в течение 10 минут, т. е. меняться на 5 % в минуту;
- регулировка производительности от 100 до 20 % охлаждающей нагрузки;
- температура воды на входе в конденсатор до +18 °C;
- температура охлажденной жидкости на выходе из испарителя АБХМ теперь может достигать от 0 до – 5 °C, что идеально подходит для применения в молочной и пивоваренной промышленности.
Это правда, что абсорбционные чиллеры имеют более медленное время отклика из-за инерции раствора бромида лития при быстро изменяющейся нагрузке. Электрические чиллеры, безусловно, лучше реагируют на колебания нагрузки и быстрее выходят на проектную мощность, что делает их надежным выбором для критически важных объектов, например центров обработки данных. Использование абсорбционных чиллеров YORK на пассажирских судах наглядно иллюстрирует эволюцию технологии. Эти машины разработаны для преодоления качки и наклонов судна, демонстрируя истинную гибкость в эксплуатации.
Есть мнение о том, что абсорбционные чиллеры ненадежны из-за возможной кристаллизации LiBr. В действительности в правильно спроектированной системе машина не подвержена кристаллизации. В рабочем состоянии LiBr полностью растворяется в воде, но перегрев или переохлаждение определенных участков могут привести к его кристаллизации. Данный процесс чаще всего вызван низкой температурой воды на входе в конденсатор или наличием неконденсирующихся газов. Неконденсирующиеся газы в случае АБХМ York удаляются из машины благодаря полностью автоматической системе продувки. В штатном режиме органы управления чиллера и система автоматизации могут предотвратить перегрев/переохлаждение, однако нужно понимать, где именно таится опасность.
Предположим, АБХМ работает при полной нагрузке и содержит неконденсирующиеся газы, обычно это происходит из-за низкого уровня ингибиторов коррозии. Снижение температуры воды после градирни ниже критической приводит к переохлаждению агента и переходу в зону кристаллизации, а тут самое важное – это концентрация LiBr в воде. Значения концентрации солевого раствора напрямую влияют на температуру кристаллизации. Эту зависимость можно проследить в таблице 1.
| Таблица 1 Зависимость концентрации литий брома и температур кристаллизации |
||||||||||||||
|
Если температура раствора падает ниже температуры кристаллизации – раствор кристаллизуется.
57 %-ный раствор содержит 57 % соли и 43 % воды с температурой кристаллизации около –3 °C. 60 %-ный раствор имеет температуру, при которой происходит кристаллизация – около +10,5 °C. Разница лишь в 3 % содержания соли оказывает огромное влияние на температуру кристаллизации. Даже изменение от 0,5 до 1 % уже имеет большое значение. Риск кристаллизации обычно высок при полной или почти полной нагрузке и значительно меньше при частичной нагрузке, так как раствор при частичных нагрузках разбавленный. Чем ниже процентное содержание соли, тем лучше – потому что это означает, что температура кристаллизации ниже и температура, поступающая с градирни, может быть ниже. Однако эффективность АБХМ также снижается при уменьшении процентного содержания соли. Для производителей АБХМ это всегда делема: показать выше коэффициент эффективности и войти в зону риска или обезопасить процесс и гарантировать надежность машины.
Конечно, 57 %-ный раствор невозможно кристаллизовать в реальных условиях, потому что вода с градирни не будет опускаться до температуры кристаллизации до –3 °C. Однако если АБХМ спроектирован с высокой концентрацией в абсорбере в 63,5 % в случае двухступенчатого процесса, то температура кристаллизации такого раствора составляет +26 °C. Эта температура вполне возможна при повседневной работе, особенно если температура воды от градирни плохо контролируется. Данная зависимость хорошо видна на диаграмме Дюринга, где справа внизу находится зона кристаллизации и процесс проходит в пограничных зонах. Чем дальше от линии кристаллизации, тем лучше и безопаснее для АБХМ.
Конструкция АБХМ предусматривает работу при низком давлении, что также облегчает кипение раствора: не нужно нагревать его до очень высокой температуры, и автоматически низкая температура означает снижение коррозии (чем выше концентрация соли и выше температура раствора, тем агрессивнее процесс коррозии).
В АБХМ YORK предусмотрена механическая система перелива, которая защитит машину от роста концентрации раствора и от кристаллизации в любой ситуации, даже если органы автоматического управления не сработают. Комбинация низкого давления, низкой температуры и низкой концентрации обеспечивает превосходную защиту от кристаллизации и коррозии, а это напрямую влияет на надежность и продление срока службы оборудования, что является приоритетным для YORK.
Взвесьте все факторы
Пришло время развеять мифы о технологии абсорбционных чиллеров. Эти чиллеры надежны, гибки в использовании и безопасны. Они используют воду в качестве хладагента, приводятся в действие бросовым теплом, утилизируя избыточную энергию, или дешевым природным газом и бесшумно работают под вакуумом. Абсорбционные чиллеры экономически целесообразны при высоких затратах на электроэнергию. При выборе решения и поставщика уделите внимание не только первоначальным затратам и фактическому КПД, а окупаемости и надежной безотказной работе.
Заказчики выбирают абсорбционные чиллеры YORK не из-за низкой цены и высокого показателя СОР. Для нас приоритет – надежная, безотказная, автономная работа машины без «ручного вмешательства».

Статья опубликована в журнале “АВОК” за №7'2019
 pdf версия
pdf версия 


Статьи по теме
- Удельные воздушно-тепловые и холодильные нагрузки общественных помещений
АВОК №5'2011 - Системы хладообеспечения и кондиционирования центра зимних видов спорта «СНЕЖ.КОМ»
АВОК №1'2012 - Системы хладообеспечения и кондиционирования центра зимних видов спорта «СНЕЖ.КОМ»
АВОК №2'2012 - Системы хладообеспечения и кондиционирования центра зимних видов спорта «СНЕЖ.КОМ»
АВОК №4'2012 - Новое будущее – вода в качестве хладагента
АВОК №7'2019 - Алгоритм подбора активных климатических балок
АВОК №5'2021 - Как снизить нагрузку на систему кондиционирования воздуха
АВОК №7'2023 - Тепло- и холодоснабжение с использованием абсорбционных холодильных машин. Опыт применения и оценка эффективности
Энергосбережение №7'2019 - Основные критерии выбора теплогенератора для системы автономного теплоснабжения индивидуального жилого дома
АВОК №4'2001 - Мировой рынок гелиоустановок и перспективы солнечного теплоснабжения в России
Энергосбережение №3'2016


Подписка на журналы



