






Российские конвекторы Gekon: фокус на производство
Оптимальное соотношение привлекательной цены и соответствия самым высоким стандартам – главные особенности конвекторов Gekon. Инновационный подход к организации производства позволил оптимизировать стоимость и сроки изготовления, сохранив высокий уровень качества продукции и широкий ассортимент. Надежность продукции обеспечивается полным комплексом работ с оборудованием: от испытаний в сертифицированной лаборатории до применения в собственной инжиниринговой деятельности.
Российские конвекторы Gekon: фокус на производство
Оптимальное соотношение привлекательной цены и соответствия самым высоким стандартам – главные особенности конвекторов Gekon. Инновационный подход к организации производства позволил оптимизировать стоимость и сроки изготовления, сохранив высокий уровень качества продукции и широкий ассортимент. Мы уверены в надежности нашей продукции, потому что проводим полный комплекс работ с оборудованием: от испытаний в сертифицированной лаборатории до применения в собственной инжиниринговой деятельности.
О компании
Группа компаний «Терморос» 25 лет сотрудничает с бельгийским производителем приборов отопления Jaga. Они известны как профессионалы в области разработки и производства медно-алюминиевых конвекторов, дизайн-радиаторов, полотенцесушителей, фанкойлов и других современных актуальных инженерных продуктов климатической отрасли. «Терморос» благодаря сотрудничеству с Jaga познакомил российских потребителей с первым внутрипольным конвектором Mini Canal. Тогда нам эта тема показалась очень актуальной, т. к. развивалось строительство домов с фасадами из сплошного остекления.
С течением времени нами было принято решение частично локализовать производство внутрипольных конвекторов в России, для того чтобы сократить издержки и сделать более доступным этот прибор отопления для российского рынка. Тогда мы получали из Бельгии оригинальные медно-алюминиевые теплообменники, а здесь в России производили кожухи и решетки. Первыми потребителями этой серии конвекторов, которые мы называли Jaga Rus, стали проектные продажи, стартовав с небезызвестной «Башни Федерации». Положительный опыт объектных поставок конвекторов совместного производства мы начали транслировать и на розничный рынок. Запуск полного цикла производства конвекторов в России также не заставил себя долго ждать, и вот уже с 2016 года все элементы конвекторов с медно-алюминиевым теплообменником изготавливаются в России на собственной производственной площадке. На текущий момент мы выпускаем три вида приборов: внутрипольные (с естественной и принудительной конвекцией), напольные и настенные модели.
Особенности производства
Несмотря на то что каждый элемент конструкции конвектора – кожух, медно-алюминиевый теплообменник и декоративная решетка – имеет у различных производителей очень схожую конструкцию, тем не менее каждая комплектующая может иметь ряд существенных отличий в зависимости от марки прибора.

Производство теплообменников
Сердце конвекторов Gekon – эффективный медно-алюминиевый теплообменник, изготовленный из высококачественных материалов, обеспечивающий высокую теплоотдачу, безопасность и долговечное использование. Начинается процесс с выпрямления и нарезки труб. Сначала медная труба, по которой в дальнейшем будет проходить теплоноситель, выпрямляется и отрезается до нужного размера, в зависимости от длины будущего теплообменника. Количество труб в теплообменнике может быть от одной до восьми. Для дальнейшего монтажа ламелей труба должна быть идеально ровной и гладкой, чтобы «юбка» алюминиевых пластин прилегала к трубе по всей площади, обеспечивая полный контакт и передачу тепла от трубы к пластине. Параллельно происходит процесс штамповки ламелей. Для изготовления пластин теплообменника используется алюминиевая лента толщиной 0,3 мм. Она разматывается и подается на штамповочный пресс, где будут изготовлены ламели нужного размера, в зависимости от типа изготавливаемого теплообменника. Для более компактного размера будущего теплообменника и увеличения площади пластин, а как следствие – теплоотдачи конвектора, пластины делаются гофрированными. Все возможные углы пластин выполнены со скруглением для безопасной работы с теплообменником при монтаже и обслуживании. Затем готовые пластины насаживаются на трубы. С обеих сторон устанавливаются фиксирующие алюминиевые пластины жесткости, выполненные из более толстого металла. Пластины жесткости из алюминия имеют одинаковый коэффициент расширения и поэтому не «щелкают» при нагреве и охлаждении теплообменника и остаются на своем месте на протяжении всего срока эксплуатации.

Длина оребренной части контролируется при сборке каждого теплообменника. При монтаже пластин не используются сварка или пайка, т. к. при эксплуатации теплообменника это может привести к возникновению коррозии. Мы применяем метод дорнования, при котором пластина надевается на заранее приготовленную медную трубу, после чего через каждую трубку теплообменника пропускается дорн, т. е. стержень с шаровидным наконечником (диаметр шара чуть больше диаметра медной трубки). При прохождении стержня стенки трубки расширяются и обеспечивают плотное прилегание так называемой «юбки» пластин к внешней стенке трубы. В местах поворота теплоносителя на трубы устанавливаются коллекторы или соединительные калачи. Калачи изготавливаются из труб с толщиной стенки 1 мм. Благодаря этому в самом уязвимом месте теплообменника, где теплоноситель и имеющиеся в нем микрочастицы трутся о стенки сильнее всего, толщина стенки калача превышает 0,5 мм. Таким образом на месте изгиба обеспечивается достаточная толщина для длительного срока эксплуатации в любых системах отопления. Латунные коллекторы и калачи монтируются на трубы теплообменника с помощью индукционной пайки. Процесс пайки строго контролируется, чтобы исключить повреждение расположенных в непосредственной близости крайних пластин.
Следующий этап в производстве теплообменника – это его опрессовка. После сборки каждый теплообменник проходит гидравлические испытания. В открытые отверстия устанавливаются заглушки и клапан Маевского, после чего теплообменник присоединяется к компрессору и погружается в емкость, предварительно заполненную водой. Опрессовка производится при давлении от 24 до 30 атм., продолжительность испытания составляет не менее пяти секунд.
 |
 |
После этого теплообменники отправляются на нанесение порошковой краски с дальнейшим запеканием в печи. После окрашивания проводят повторные гидравлические испытания теплообменников, чтобы гарантированно убедиться, что самая важная часть конвектора поступит на сборку прибора абсолютно исправной.
Производство кожухов и окрашивание
Кожухи изготавливаются из оцинкованной листовой стали толщиной 1 мм. Конструкция кожуха производится по собственным чертежам и гибам. Кожухи внутрипольных конвекторов отличаются тем, что имеет полностью симметричный запатентованный конструктив. При монтаже конвектора неважно, какой стороной располагать его относительно ограждающей конструкции: теплообменник всегда можно разместить правильно и подключить с любой стороны (длинной или короткой) и даже установить вентиляторы в уже смонтированный кожух, т. к. закладные и отверстия имеются в каждом кожухе независимо от того, с естественной или принудительной конвекцией будет прибор. На следующий этап очистки и окрашивания отправляются полностью собранные кожухи, а не отдельные детали. Таким образом обеспечиваются прокрас и дополнительная защита всех возможных мест с «голым» металлом. Порошковая краска равномерно напыляется на всю поверхность, после чего изделия на 40 минут помещаются в камеру полимеризации для запекания краски. В процессе формирования покрытия из нанесенного порошкового слоя на поверхности изделия создается монолитное качественное покрытие. После окраски на коробе устанавливается рамка нужного цвета. Стоит подчеркнуть, что мы работаем на немецком оборудовании и используем в работе профессиональную порошковую краску AkzoNobel с широчайшей палитрой цветов. Это делает конвекторы менее подверженными истиранию и более стойкими к температурным перепадам и механическим воздействиям.
Производство решеток
Решетка – это именно та видимая часть внутрипольного конвектора, которая должна обеспечить незаметность в интерьере и исключить любые травмы при эксплуатации. Очень важна точность нарезки, тщательная обработка поверхности и краев ламелей, дополнительная защита торцов. Количество ламелей на 1 п/м решетки повлияет не только на внешний вид, но и на теплоотдачу. При сборке решетки все элементы должны идеально подходить друг к другу. От надежности и площади их крепления зависит длительность эксплуатации и безопасность при использовании. На протяжении всей длины решетка должна находиться на одном уровне с рамкой короба.
 |
 |
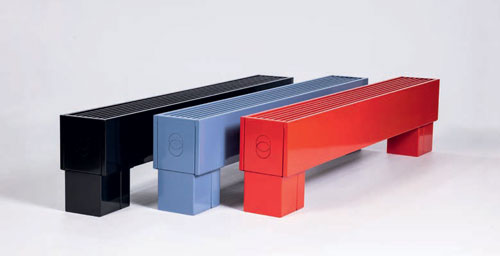
Отдельно остановимся на напольных и настенных конвекторах Gekon, кожух которых изготовлен из оцинкованной стали толщиной 1 мм. Ножки и настенные кронштейны изготавливаются из стали толщиной 1,5 мм, что обеспечивает прочность и устойчивость конструкции. Все гибы конструкции выполнены таким образом, чтобы минимизировать видимость стыков. Элементы окрашиваются в камере порошковым методом, обеспечивая дополнительную устойчивость поверхностей к механическому воздействию, коррозии и ультрафиолету.
Типоразмерный ряд Gekon
Также хотелось бы сказать о практически неограниченном типоразмерном ассортименте конвекторов Gekon.
Внутрипольные конвекторы с естественной и принудительной конвекцией представлены высотой 8, 9, 11, 14 и 19 см, шириной 18, 23, 30, 38 и длиной от 60 до 490 см. Модельный ряд напольных и настенных конвекторов Gekon Level включает в себя более 450 типоразмеров, начиная от 8 см в высоту и 40 см в длину. Благодаря этому конвекторы прекрасно подходят для монтажа не только в традиционных местах установки приборов отопления, но и под низкие подоконники, в помещениях с французскими окнами и даже в местах с витринами в пол, идеально вписываясь в дизайн интерьера.
В помощь проектировщику
Конвекторы Gekon применяют в своих проектах крупнейшие застройщики России. Наша компания регулярно проводит семинары, разрабатывает обучающие материалы и пособия, оказывает техническую поддержку. Организуются экскурсии на производство. Компания уделяет большое внимание сотрудничеству с проектными организациями.
Планы и перспективы
Локализованное производство – один из самых актуальных трендов сегодняшнего российского рынка. В будущем мы планируем инвестировать в уже намеченные задачи и проекты, а также продолжим обновление линейки оборудования. Шаги, которые были сделаны нами ранее в этом направлении, стали приносить значительные результаты. Продукция под брендом Gekon соответствует современным российским и международным стандартам и пользуется все большим спросом, поскольку ее качество уже успело себя зарекомендовать на рынке. Мы применяем собственную запатентованную технологию, которая позволяет избежать ошибок при монтаже конвекторов, уделяем особое внимание контролю качества применяемых комплектующих, а также мониторим выполнение внутренних операционных протоколов на каждом этапе производственного цикла.
 |
 |
Планы компании – расти, развиваться и открывать для себя новые горизонты. В этом, несомненно, важно участие государства: помощь в организации логистических каналов поставок и поддержка инженерного бизнеса в целом, поскольку эта сфера – неотъемлемая часть обеспечения нормальной жизнедеятельности страны. Нам важно содействие государства в развитии производственного комплекса.
Одним из приоритетных направлений развития компании является расширение зоны присутствия нашей продукции на рынке в динамично развивающихся регионах – мы всегда открыты для сотрудничества.
![]()

Статья опубликована в журнале “АВОК” за №8'2023
 pdf версия
pdf версия 


Статьи по теме
- Компания «Вилма» – ваш надежный союзник в мире отопительного оборудования
АВОК №3'2023 - Тонкостенные кожухотрубные теплообменные аппараты
АВОК №3'2000 - Вентиляторные конвекторы: оценка компоновок теплообменника и вентилятора
АВОК №8'2020 - Воздухо-воздушные теплообменники
АВОК №5'2004 - Рекуперация теплоты в системе ОВК в районах Крайнего Севера
АВОК №1'2021 - Особенности проектирования и эксплуатации систем теплоснабжения многофункциональных высотных комплексов
АВОК №5'2006 - TRIGON XXL – конденсационные котлы для широкого спектра задач
АВОК №1'2022 - Исследование тепло- гидравлической устойчивости бифилярных стояков водяных систем отопления
АВОК №7'2013 - ЦОД: выбираем технологию фрикулинга
АВОК №8'2022 - Энергосберегающие системы вентиляции в промышленных зданиях
АВОК №5'2014


Подписка на журналы




